
Las bases de impresión PEI se han establecido como el estándar para las impresoras 3D, evolucionando desde la película PEI original con cinta de doble cara hasta varias texturas, incluidas las robustas con recubrimiento en polvo y acabados satinados.
Además de las conocidas camas PEI, ahora hay opciones etiquetadas con términos como PET, PEO, PEY e incluso H1H . ¿Podrán estos nuevos materiales cumplir las promesas y servir como sustitutos adecuados de las camas PEI? Las próximas pruebas evaluarán su rendimiento y explorarán características únicas, como los efectos holográficos.
¿Qué son las placas de construcción PEI, PEO, PEY, PET, PEX?
PEI suave y texturizado
Las camas PEI pueden tener una superficie lisa o rugosa, o ambas. Ambos lados dan buena adherencia, pero algunas personas prefieren uno sobre el otro. El PEI del lado rugoso proporciona un poco más de agarre. Sin embargo, el lado liso le da un fondo liso a la impresión.
Placa de construcción PEO
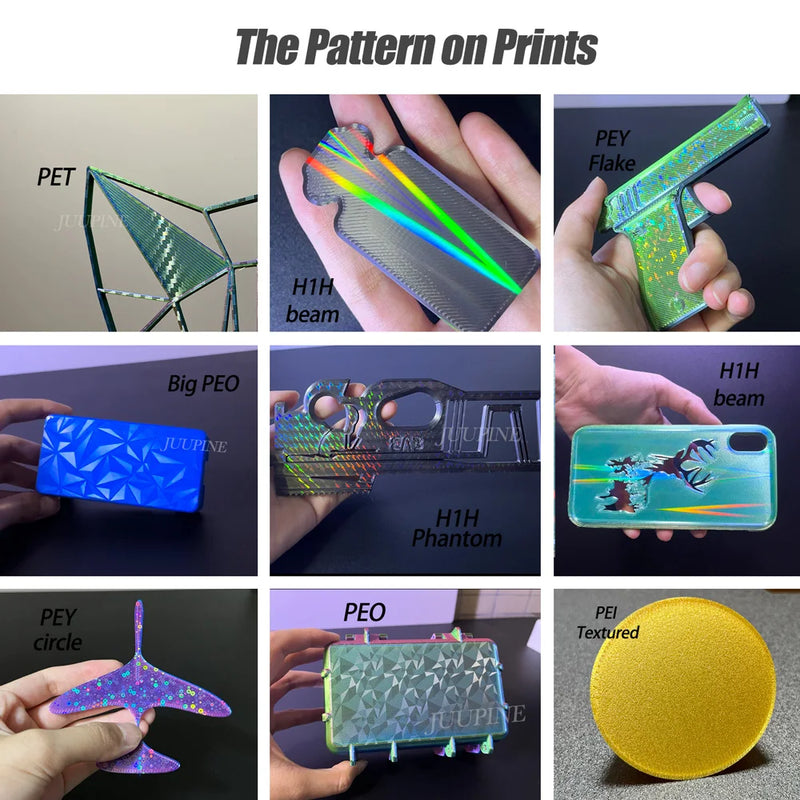
Placa PEO-PEI con PEI texturizado por un lado y una película de PEO única por el otro. La superficie de PEO exhibe un patrón holográfico que se asemeja a hexágonos cuando se ve a contraluz. Los círculos holográficos crean una superficie brillante y atractiva, con la promesa de imprimirse en piezas impresas. El lado PEO, adecuado para filamentos PLA, TPU y PETG .
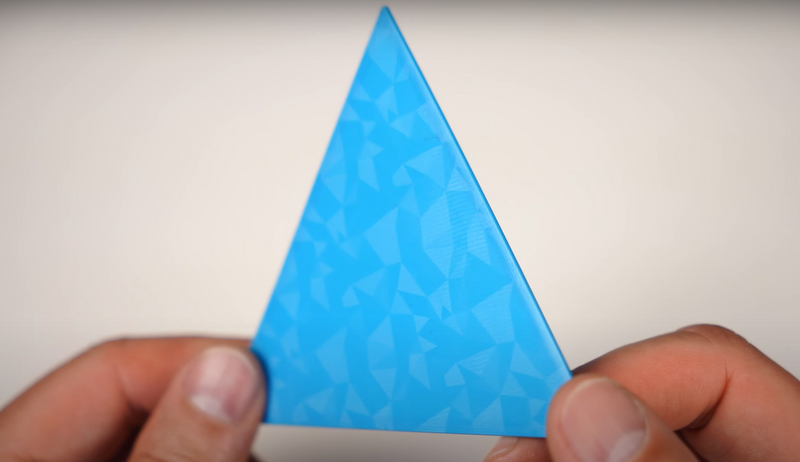
Limpiarla con IPA y una toalla de papel, como otras camas. El único inconveniente es que no se libera automáticamente después de enfriarse. Para eliminar una impresión, se recomienda dejar que se enfríe y flexionarla suavemente. El patrón triangular se transfiere a la parte inferior del modelo, creando un efecto visualmente llamativo. Esta placa proporciona una opción estética sin esfuerzo adicional.
La placa PEO funciona excelentemente con filamentos PLA . El PETG se adhiere, aunque no tan bien como el PLA. Un borde ayuda a mejorar la adhesión del PETG, lo que garantiza una impresión exitosa. ASA, aunque no se recomienda.
Placa de construcción PEY
La suave lámina de PEY tiene un patrón de estrellas y puntos que brillarán intensamente. Aparecerán diferentes colores en diferentes ángulos. Además, se dejarán diferentes colores en el modelo de impresión.
Después de nuestras exhaustivas pruebas, recomendamos PEY para imprimir PLA / TPU /PETG. (Sugerencia de temperatura: 50 ℃ -70 ℃, ≤90 ℃).
Placa de construcción H1H
La segunda cama, con una apariencia circular de acero inoxidable cepillado, también muestra una textura holográfica. En el lado opuesto, luce el llamado patrón H1H, caracterizado por largas rayas.
La superficie de la cama de impresión H1H es resistente a altas temperaturas de 200°C. Después de nuestras exhaustivas pruebas, recomendamos la placa de construcción H1H para imprimir PLA/PETG/TPU/ABS.
La tercera cama presenta un patrón poligonal repetitivo que podría complementar los estampados low-poly.
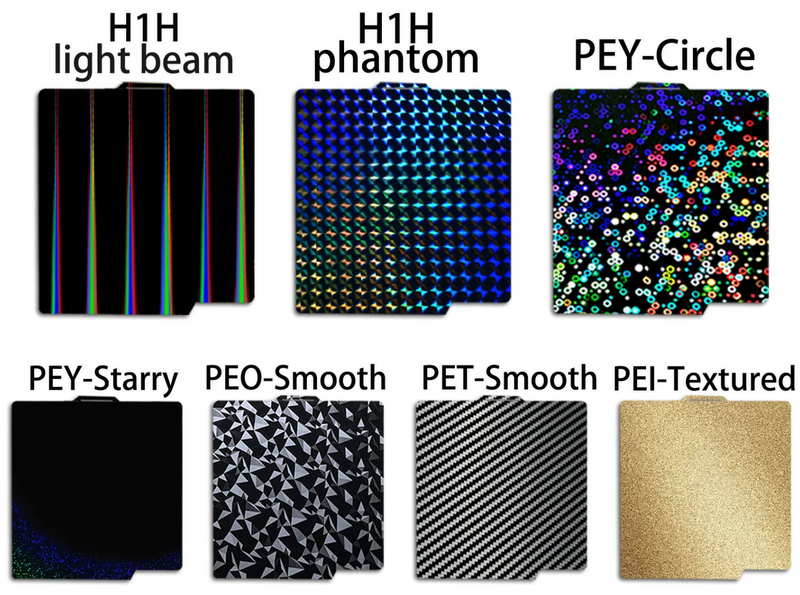
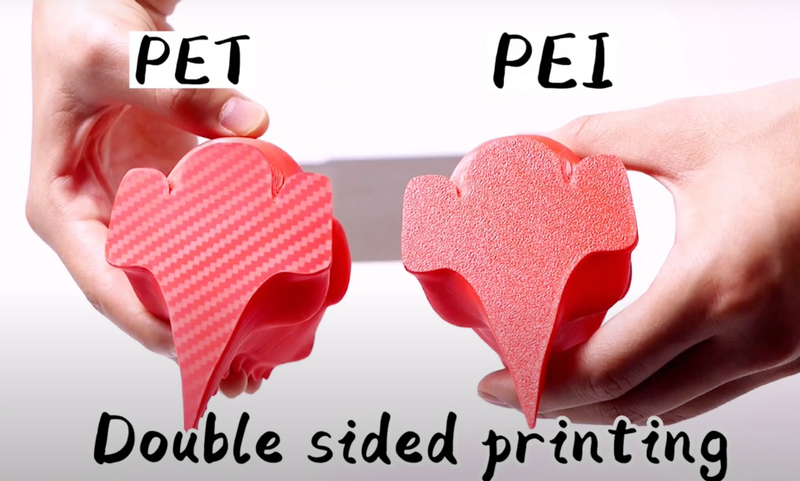
Placa de construcción de PET
La placa de construcción de PET presenta una superficie de imitación de fibra de carbono que ofrece un atractivo visual distintivo. Si bien existen lechos impregnados de resina de fibra de carbono real, este en particular es una película, lo que contribuye a su apariencia artificial.
La superficie de la cama de impresión de PET es resistente a altas temperaturas de 120 ℃ y la cama de recubrimiento de PEI es de 260 ℃. La superficie de la placa de construcción de PET solo imprime filamento PLA, mientras que las placas de superficie PEI imprimen la mayoría de los filamentos como PLA/ABS/PETG/TPU/Nylon.
A pesar de los variados diseños de superficie, todas estas camas parecen tener una característica común: tener un revestimiento de PI bastante liso en un lado, con una ligera exfoliación.
Configuración e instalación
El proceso de instalación comienza con la base de acero para resortes y el primer paso consiste en colocar el material magnético. El material viene con adhesivo en la parte posterior, lo que facilita su colocación en el frente magnético de la cama. Pelar una esquina y alinear el frente se considera el mejor enfoque, priorizando la estética.
El siguiente paso consiste en instalar una lámina PEO-PEI. Antes de imprimir, limpie las camas con alcohol desnaturalizado y termine de limpiar con agua para eliminar cualquier residuo de producción.
El proceso de nivelación requiere un poco de esfuerzo para corregir el desplazamiento Z debido al material más delgado. Sin embargo, la impresora ahora está lista para funcionar con la nueva cama.
Construya el tamaño de placa para sus impresoras 3D
Los siguientes son tamaños de placas de construcción para algunas impresoras 3D populares para su referencia. Tenga en cuenta que algunas marcas señalan que el tamaño de impresión de sus impresoras 3D normalmente es un poco más pequeño que el tamaño de la placa de construcción. Mientras que para las hojas PEI / PEO / PEY, debe comprar el tamaño de extracto del tamaño de la placa de construcción de la impresora. Para asegurarse de obtener la correcta, mida su cama y compare estas medidas con cualquier cama nueva que planee comprar. 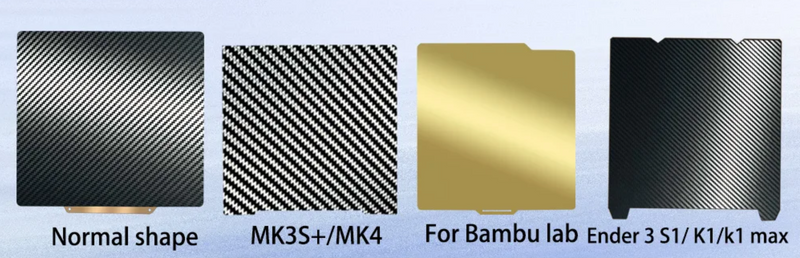
| Tamaño de la placa de construcción de la hoja PEI | Impresoras 3D |
|---|---|
| 180x180mm 7,09x7,09 pulgadas |
Kingroon KP3S , Prusa Mini, Prusa Mini+ |
| 210x210mm | Prusa i3 MK3S+, Kingroon KP3S Pro , Kingroon KP3S Pro S1 , Kingroon KP3S Pro V2 |
| 220 mm × 220 mm 12,2x12,2 pulgadas |
Prusa MK2/MK2A/MK3, Anet A8, Anet A6, Reprap, Mendel, Wanhao Duplicator 13, Monoprice Maker, no apto para Ender 3,5 |
| 235mmx235mm 9,25x9,25 pulgadas |
Creality Ender 3/Ender 3 S1/ Ender 3 Pro/ Ender 3S/ Ender 3 v2/ CR 20/CR 20 Pro /Ender 5/Ender 5 Pro/K1, Voxelab Aquila, serie Geeetech A10, Artillery Genius, BIQU-B1, FOKOOS Odin-5 F3 |
| 214 mm × 275 mm 8,4×10,8 pulgadas |
Fantasma del oso volador 5 |
| 230 mm × 257 mm 9,05×10,12 pulgadas |
Fantasma del oso volador 6 |
| 241 mm × 253,8 mm 9,49×9,99 pulgadas |
Prusa i3 Mk3S+/MK4 |
| 257 mm × 257 mm 10,12×10,12 pulgadas |
Para la serie Bambu lab P1/X1 |
| 300x300mm 11,81x11,81 pulgadas |
Qidi X-Max |
| 310 mm × 310 mm 12,2 × 12,2 pulgadas |
Artillería SW-X1/SW-X2, Crealidad CR-10/CR10S, Dos árboles SP-5, BLU-5, Tevo Tornado/Nereo, Anet A8 Plus/E12 u otra cama con calefacción del mismo tamaño |
| 310x320mm | Kingroon KP5L |
| 350 mm × 350 mm 13,77×13,77 pulgadas |
Vorón 2.4, Crealidad Ender 5 Plus |
Sugerir filamentos
La superficie de la cama PEI es resistente a altas temperaturas de 260 ℃. La superficie de la cama de impresión H1H es resistente a altas temperaturas de 200°C. Después de nuestras exhaustivas pruebas, recomendamos la placa de construcción H1H para imprimir PLA/PETG/TPU/ABS. Mientras que la superficie de la cama de PEO, PET y PEY es resistente a temperaturas de hasta 120 ℃. Los filamentos de alta temperatura, como ABS, PA, PC, etc., se pueden usar en placas de construcción PEI, H1H, pero no se recomienda su uso en Placa de construcción PEO, PET, PEY.
Para placas PEO / PET /PEY sugerimos PLA, TPU, PETG.
La temperatura correspondiente de la placa de construcción de PEO/PET/PEY:
- PLA/TPU: 50-70℃;
- PETG: 70-80℃.
La superficie PEI puede imprimir PLA, PETG, ABS, TPU, ASA, PVA, PET, PA, PC, etc. Si imprime filamentos de alta temperatura como ABS, se recomienda sellar la caja para imprimir o aplicar pegamento en la cama caliente para ayudar con la adhesión.
La temperatura recomendada del lado PEI/H1H:
- PLA/TPU: 50-60℃;
- PETG: 70-80 ℃;
- ABS: 80-100 ℃.
Inicie la impresión, la temperatura de la cama caliente PEO / PET / PEY se puede configurar entre 40 °C y 80 °C según la situación real (no exceda los 80 °C).
| Resistencia a la temperatura de la superficie | Sugerir filamentos | Superficie | |
|---|---|---|---|
| PEI | Hasta 260 ℃ | PLA, PETG, TPU, ABS, ASA, PVA, PET, PA, PC, nailon, nailon-CF, etc. | Textura suave |
| OPE | Hasta 120 ℃ | PLA, PETG, TPU | Liso |
| MASCOTA | Hasta 120 ℃ | PLA, PETG, TPU | Liso |
| PEY | Hasta 120 ℃ | PLA, PETG, TPU | Liso |
| H1H | Hasta 200 ℃ | PLA, PETG, TPU, ABS | Liso |
Placas de construcción PEI, PEO, PEY, PET, PEX con puntas
- Para la primera impresión es necesario nivelarlo (la distancia entre la boquilla y la cama caliente es generalmente de un grosor de papel A4).
- Retire el adhesivo de la base de la pegatina magnética y péguelo en la plataforma de la cama caliente, preste atención para que quede plano y no deje burbujas de aire.
-
Hay una película en el lado PEO/PET/PEY/PEI liso; retírela antes de usar la placa de construcción.

- Adsorba el lado PEI, el lado PET o la placa de acero de resorte del lado PEO en la base magnética.
- La temperatura de la cama caliente debe bajar a temperatura ambiente antes de retirar las impresiones; de lo contrario, es fácil que la película de impresión se rompa y se caiga. Las impresiones pequeñas se pueden quitar directamente a mano, las impresiones grandes deben doblarse a mano con una placa de acero para resortes y retirarse sin otras herramientas.
Soporte para placas de construcción múltiples
El soporte para placas de construcción está diseñado para almacenar verticalmente varias placas de construcción de repuesto. El diseño del soporte de @PrinttX, disponible en Printables, tiene tamaños de todos los modelos de impresora Bambu Lab , incluido A1 Mini.

5 comentarios
Michael Flynn, the temperature of the build plate just needs to be warm enough to keep the plastic from contracting due to cooling. That temperature is significantly lower than the one required to make the plastic flow.
Nylon/PA adheres to glue, so not necessarily to a particular surface (with exception to cellulose). It will not adhere to PEI on its own. Nylon is better suited to adhering to cellulose build plates such as Garotte. Also since Nylon can exert up to 43Kpsi on the build plate, spring steel is not ideal. Alloy Steel is better suited for this purpose.
I immediately had exactly the same concerns as other people commenting here when I read the supported temperature… if these surfaces are designed to support 120°C they cannot last long because even if you set the temperature to 60°C the material extruded on it has temperatures well above 200°C, which will degrade these surfaces. PS: Here H1H is listed up to 200°C but the shops that sell them have indicated 110-120°C even for H1H while for the “classic” PEI it is listed up to 300°C.
@Michael Flynn
printer prints PLA at 220 Celsius is nozzle temperature.
build plate supports 120 is heatbed temperature.
I’m confused. My printer prints PLA at 220 Celsius. If the build plate can only support 120, how does it support PLA?